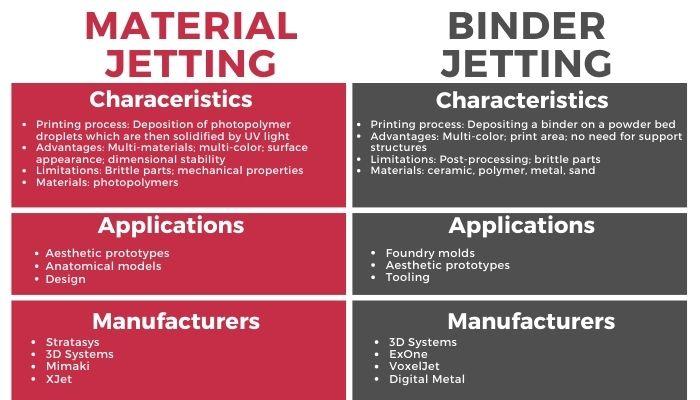
While there are many additive manufacturing processes with a variety applications, and some can have certain similarities. For example, 3D printing technologies often overlap in areas such as materials used, the heat source used, printhead, etc. One example of this is with Material Jetting and Binder Jetting which both project some type of material onto a plate. However, these two techniques are not identical and are indeed two distinct branches in the family of printing technologies. In Material Jetting, droplets of photosensitive resin are deposited and then hardened using ultraviolet light, whereas in Binder Jetting, a binder is “jetted” onto a bed of powder, allowing the powder particles to bond together. We wanted to compare these two technologies in order to better understand how they work (including their similarities and differences), but also to know which would be the most suitable for a particular application.
Of course to truly understand, it’s necessary first that we take a few steps back to the beginning. Notably, looking quickly at the development context of these two technologies. Material Jetting (MJ) was patented in 1999 by the manufacturer Objet Ltd. As the company was acquired in 2012 by Stratasys, you are probably more familiar with the term PolyJet. As for Binder Jetting, the first development work was initiated by MIT in 1993, work which was quickly taken over by Z Corporation, itself acquired by 3D Systems in 2012. In terms of Metal Binder Jetting, ExOne invented the first machine which was launched in 1996.
Material jetting is essentially based on the same principle as that of 2D printing (the traditional printing that we are all accustomed to). In the process, several printheads deposit droplets of material on a printing plate, like your 2D printer which applies ink onto the sheet of paper. In our case, the material used is photosensitive resin or photopolymer: this is hardened by UV light which passes over the plate. The material is deposited in a single pass. Once this is done, the print bed is lowered and the process begins again.
Using multiple printheads allows multiple types of photopolymers to be combined and multiple colors to be mixed. In addition, it offers fast printing speed. Like SLA, DLP or LCD, Material Jetting requires the use of support structures, created from a soluble material that the user removes after printing is complete.
Material jetting multiple print heads (Photo Credit: Stratasys)
This additive manufacturing process gave birth to the NanoParticle Jetting patented by Xjet which consists in projecting nano-particles of material loaded with metal or ceramic powder. Once the droplets are deposited on the plate, they evaporate under the effect of heat, leaving the metal or ceramic in question. You could also mention the DOD or Drop-On-Demand process which uses two print heads, one for the construction material and the other for the support. The main difference lies in the fact that we only deposit the material where it is needed, unlike Material Jetting which projects the material in a linear fashion. DOD is compatible with more viscous materials and is mainly used to make wax models for precision casting.
As the name suggests, binder jetting relies on the use of a binder and a powder. Concretely, the machine deposits a binder on a layer of powder: this acts like an adhesive which makes it possible to bind the particles together. The process is repeated layer by layer until the final part is obtained. As with the laser sintering process, binder jetting does not require any printing support since the powder acts as the support material. Once the printing is finished, it is then necessary to remove the powder from around the part, before removing all remaining powder and cleaning it. Thus it is necessary to take into consideration that there are a number of post-processing steps. Note as well that it is possible to add color to your prints as there are indeed color binders which, once deposited, will color the final material.
Binder jetting is now compatible with many materials, including metal and ceramics. Depending on the type of powder used, the manufacturing steps will be a little different. Indeed, the use of metal, for example, will involve additional sintering or annealing steps in order to bind the powder particles together and give the part good mechanical properties. Conversely, a sand mold for the foundry for example will generally be ready for use once taken out of the 3D printer. But we will come back to the question of materials later.
Note that the technology developed by HP, Multi Jet Fusion (MJF), is very similar to Binder Jetting in the sense that it also uses a powder bed and an agent that acts as a binder. It is also compared often to SLS. However, MJF remains a separate process, which does not fall into the same branch as binder jetting.
Let’s start with material jetting. It is a technology that can mix several colors and several materials which allows the creation of ultra detailed but also transparent parts. Thus, it is possible to obtain very realistic structures, a point that we will discuss in applications for the technology. Other notable characteristics are the surface finish obtained – generally a very smooth surface is obtained, with the possibility of having a matt or glossy effect – as well as the high printing speed – the use of several printheads allows to deposit multiple drops of material at once, make it a much faster process than many others.
Like stereolithography, material jetting requires post-processing steps. Indeed, the printing supports are obligatory and must therefore be removed once the machine has stopped. Furthermore, since the resins used are photosensitive, they will degrade if exposed to light. In general, the parts produced by the material jet are quite brittle and will not exhibit good mechanical properties. This is why the technology is used more for visual and aesthetic prototyping. Finally, the print bed is usually average – it’s not often used for creating very large parts.
Material Jetting offers transparency and multiple details (Photo Credit: Stratasys)

For Binder Jetting (we will exclude metal binder jetting for the moment), it is also possible to have multicolored 3D printing even if this is not the most prominent benefit of using the technology. Additionally, this process enable users to print without support, therefore allowing them to take advantage of the entire surface of the plate. As such, it is possible to create larger pieces (especially with sand and ceramic). However, there are post-processing steps, such as vacuuming excess powder.
Binder jetting results in less risk of warping and distortion compared to other technologies because the process takes place at room temperature. Note that it offers medium mechanical properties and high porosity.
Binder jetting can also produce colored parts though in a different manner to material jetting (Photo Credit: Joseph Forslund/Lund University)
Looking at metal binder jetting (MBJ), this is a process which is less expensive than those which rely on the use of a laser. Cheaper but perhaps less interesting in certain aspects. For example, the process creates a so-called green part, which will have to be annealed or sintered in a specific furnace. It will then be necessary to think about the shrinkage of the part and the possible deformations which it could undergo. It also needs an additional step to fill the holes left by the binder which will have been removed. This is similar to metal injection molding, which does not offer the same mechanical properties. It is therefore a process that will not necessarily be suitable for the production of finished parts. However, MBJ offers better surface roughness and will allow the design of larger parts, due to the absence of supports.
Material Jetting technologies are compatible with the majority of polymers. In fact, associated with this process, we often find classic thermoplastics such as ABS and PLA. Other polymers, such as nylon and polycarbonate, are also widely used by users of material jetting.
As for the materials used for binder jetting, they are mostly metals and ceramics, though it is also possible to use sand—they are all used in granular form. Among the different metals, it is interesting to note that metal alloys, such as titanium, stainless steels or even copper, are regularly used. By virtue of their characteristics, they make it possible to manufacture parts that are often stronger and lighter. In addition, for a few years now, it has also been possible to use conventional polymers, such as ABS or PLA. Finally, in some applications, powder binding technology is sometimes associated with sugar. For example, The Sugar Lab, as the name suggests, uses sugar instead of traditional materials.
A 3D printed part from metal with the Binder Jetting process (Photo Credit: Kreos)
Thanks to its ability to create pieces with precise details and multiple colors, Material Jetting has proven itself in the medical sector. In particular, it makes it possible to create anatomical models in order to facilitate the work of doctors. These allow surgeons, for example, to train during the preoperative phase, or to show patients on a physical model what they are suffering from. The main interest of material jetting nevertheless lies in the manufacturing of prototypes, mainly thanks to its ability to quickly produce precise parts.
On the other hand, binder jetting is aimed at several sectors. For example, it is found in the film industry where it is used to create various accessories. More generally, Binder Jetting makes it possible to manufacture foundry molds in sand. These molds are meant to be filled with metal, before being broken. Due to its short manufacturing time and the possibility of producing individual parts, this process is particularly appreciated in this sector. In addition, in some cases, like the partnership between the US Army and ExOne, this technology comes to the aid of the military sector. The American 3D printer maker has notably developed a mobile 3D printing plant for the American troops, so that they can quickly replace defective parts. Finally, even if it is rarer, binder jetting is used in the field of jewelry.
3D-printed foundry molds. (Photo Credits: Voxeljet)
As stated previously, the company Objet Ltd. developed the material jet process in 1999. After having marketed several machines based on this process, the company was acquired in 2012 by Stratasys. The American giant has in turn developed its material jet technology, called PolyJet. While Stratasys may be the leader in Material Jetting technology, other companies have also specialized in this area. This is particularly the case of the Japanese manufacturer of 3D and 2D printers Mimaki, which, like the 3DUJ-553, has been offering machines based on the same process for several years. The Israeli company Xjet has also developed a technology similar to Material Jetting. Called NanoParticle Jetting, it allows you to create parts using liquid droplets loaded with metal or ceramic nanoparticles. Finally, 3D Systems has also developed its process called MultiJet.
The manufacturer Mimaki has developed a range of Material Jetting machines.
Invented in 1993 by MIT and taken over two years later by Z Corporation, several companies are today leaders in the field of binder jetting. As with material jet technology, 3D Systems is one of the major players in the sector. The American company, which bought Z Corporation in 2012, uses this process with ceramic materials, and named this technology ColorJet Printing. And 3D Systems is far from the only American company to use this process. Based in Pennsylvania and Germany, ExOne also uses Binder Jetting technology, but with metal and sands. On the other side of the Atlantic, Digital Metal, a subsidiary of Höganäs, also specializes in metal binder jetting. Finally, the German company VoxelJet uses this process to print parts from thermoplastics and ceramics.
As you can imagine, whether for Material Jetting or Binder Jetting, the prices of 3D printers based on these processes are high. For the majority of them, it costs several hundred thousand dollars. It is also not possible to provide exact prices, as for such printers it is necessary to request a quote, however it is still possible to roughly estimate the cost of the machines. For example, the ProJet MJP 5600 from 3D Systems would be available for a fee of just over $100,000 while the J5 MediJet from Stratasys would come close to $60,000. As both printers are based on the binder jetting process, the price difference can be explained by their print volume. Finally, when it comes to the budget required when purchasing this type of printer, it is very important to consider the cost of materials. Obviously, if you want to make things from a specific metal powder, the price will be higher than if you use conventional polymers.
Do you use Material Jetting or Binder Jetting? Let us know in a comment below or on our Facebook and Twitter pages. Don’t forget to sign up for our free weekly newsletter, with all the latest news in 3D printing delivered straight to your inbox!